Precision CNC milling and turning for custom metal and plastic parts, with engineering review, controlled inspection, and flexible production from one-off prototypes to repeat orders.
Your drawings remain secure and confidential.
STEP · STP · IGES · X_T · SLDPRT · PDF · DXF
ENSI supports both prismatic and rotational components, allowing customers to source different CNC part types through one manufacturing contact.
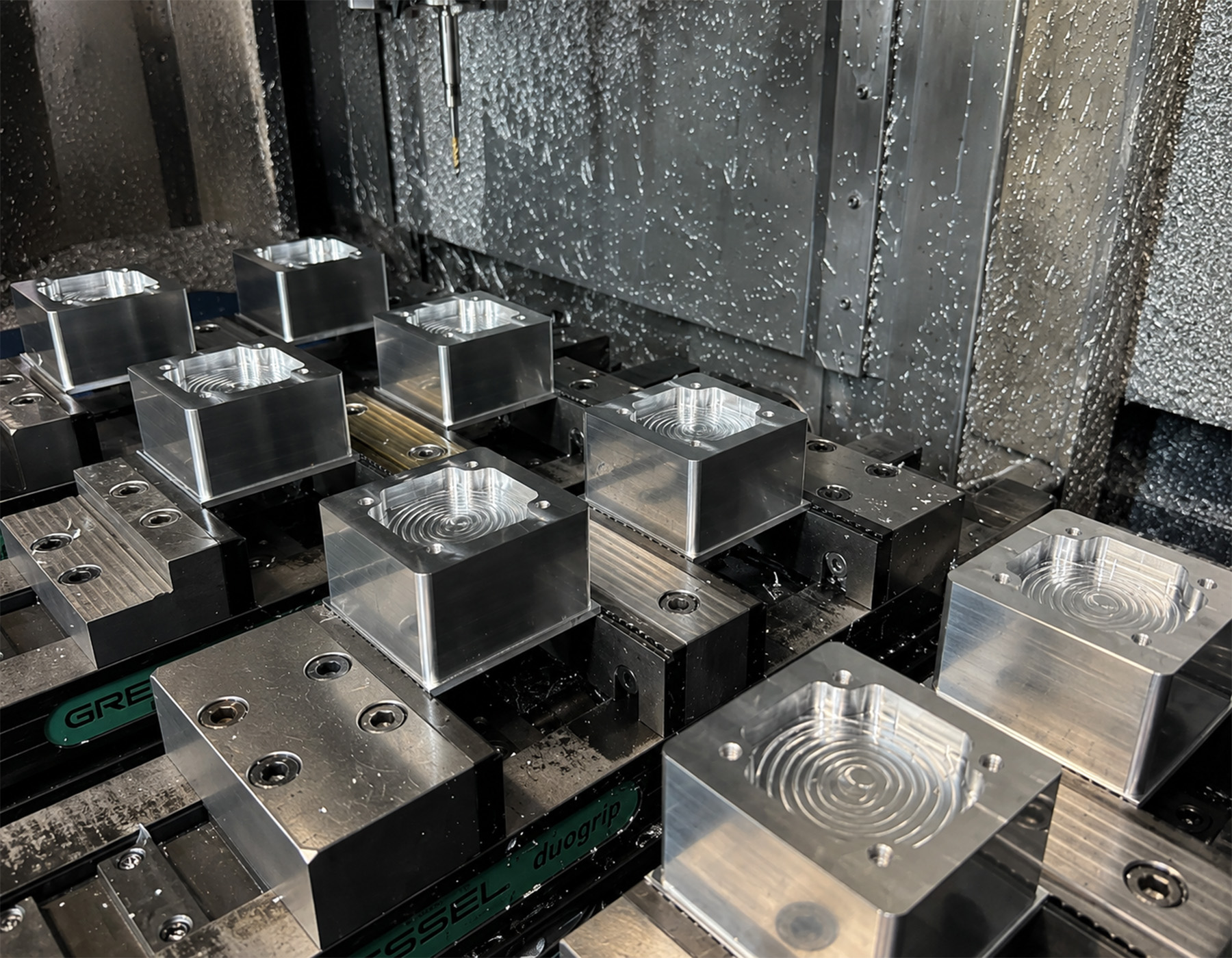
For housings, plates, brackets, fixtures, structural parts, manifolds, and other prismatic components.
For shafts, pins, bushings, sleeves, spacers, threaded components, and other rotational parts.
From compact precision components to longer machined structures, each project is reviewed against machine travel, workholding, tolerance, material, and quantity requirements before production.
| Machine Capacity | Approximately 20 CNC machines |
| Processes | CNC milling and CNC turning |
| Maximum Milling Size | Up to 2000 mm for suitable projects |
| Maximum Turning Size | Up to Ø400 × 500 mm |
| General Tolerance | ISO 2768-m unless otherwise specified |
| Critical Features | Down to ±0.01 mm where technically suitable and confirmed during review |
| Production Range | Prototype, low-volume, and repeat orders |
A practical selection of metals and engineering plastics is available for functional prototypes, fixtures, machine components, housings, and production parts.
Tolerance requirements are reviewed against part size, geometry, material, surface finish, and inspection method before machining begins.
ISO 2768-m unless otherwise specified on the drawing.
Tolerances down to ±0.01 mm may be supported on suitable features after engineering review.
Critical dimensions are checked during production and before shipment. Inspection records can be prepared when agreed during quotation.
Clearly identify datums, critical dimensions, threads, surface finish, and inspection requirements in the technical drawing.
Machined parts can be supplied as-machined or coordinated with suitable secondary finishing according to material and application requirements.
Finish availability, color, appearance, and dimensional impact are confirmed during quotation.
Send CAD files and technical drawings with quantity and material.
An engineer reviews tolerances, material, and manufacturability before quoting.
Parts are milled or turned and checked against the drawing before packing.
Finished parts are packed for export and shipped to your dock.
STEP or STP files work best for milled and turned parts, along with a PDF or DXF drawing showing critical dimensions, tolerances, and finish requirements. SLDPRT, X_T, and IGES are also accepted.
Up to 2000 mm for suitable milling projects. Larger or unusual geometries are reviewed individually against machine travel, fixturing, and material.
Up to Ø400 × 500 mm. Parts outside this envelope can still be discussed during quotation.
Tolerances down to ±0.01 mm are available on suitable critical features after engineering review. Not every dimension on every part can hold this tolerance — general dimensions follow ISO 2768-m unless otherwise specified.
ISO 2768-m applies to dimensions that are not otherwise toleranced on the drawing.
Aluminum, stainless steel, mild and alloy steel, brass, and copper, with titanium available on suitable projects after review — plus engineering plastics including POM/Acetal, ABS, nylon, PC, PMMA, PTFE, and PEEK.
Yes. Single-piece prototypes, low-volume runs, and repeat production all run through the same CNC milling and turning process.
Yes. As-machined parts can be coordinated with finishing such as anodizing, powder coating, plating, passivation, or laser marking, confirmed at quotation.
Datums, critical dimensions, thread callouts, surface finish requirements, and any inspection requirements should be clearly marked so they carry through engineering review and production.
Upload your CAD file and technical drawing with material, quantity, tolerance, and finish requirements. Our team will review the project and respond with the next manufacturing steps.